設計段階で理解しておくべき基本と実務的な注意点をまとめました。
溶接歪みは、実は設計段階で8割が決まる現象です。
なぜなら歪みは、
- 形状
- 板厚
- 溶接位置
上記の要素によって発生するのは物理的に必然だからです。
目次
歪みの方向と、歪みやすい形
歪みの方向(基本原則)
溶接歪みは必ず「溶接部に向かって縮む」これが最重要原則です。
具体的に起きることは下図の通りです。
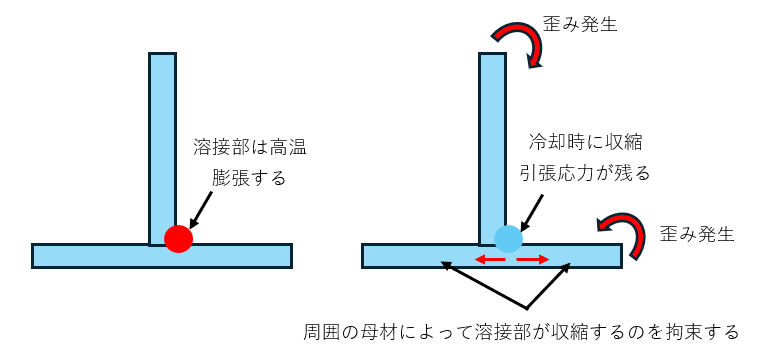
歪みは加熱中ではなく、冷却後に確定します。
溶接部が縮もうとするため、周囲の母材は溶接部に引っ張られるような力が働きます。
よって、上図の場合は下の板の右側が上に反り返るようなひずみが発生します。
参考文献はこちら↓↓
歪みやすい形
| 形状 | 歪む理由 |
|---|---|
| 薄板 | 剛性が低く、収縮に耐えられない |
| 長尺物 | 収縮が累積する |
| 非対称構造 | 収縮が打ち消されない |
| 片側溶接 | 曲げモーメントが発生 |
| 板厚差が大きい | 薄板側に歪み集中 |
溶接歪みの対策
構造で対策する
対称構造にする。
つまり、左右対称、表裏溶接とすること。
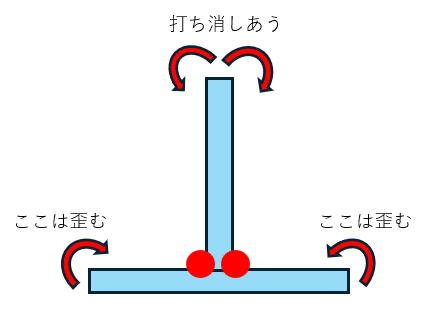
こうすることで、歪みを相殺できる。
あとは、溶接量を減らすことです。
不要な全周溶接をやめる、強度計算で最小限にしましょう。
溶接量が多い = 歪み量も多いことになるためです。
工程を想定した対策
溶接順序を考えることでも対策できます。
内側 → 外側の順番で行うと良いそうです。
逆また、歪みを見込んであらかじめ反らせる設計をする方法もあります。
このあたりの技法は私も勉強中なので、詳しく記述できません(すみません。。)
製缶の方に相談して決めるのが良さそうです。
残留応力とは何か
残留応力の方向
溶接後、材料内部には以下が残ります。
- 溶接線方向:引張残留応力
- 周囲母材:圧縮残留応力
溶接部は常に引っ張られている状態になっています。
なぜ残留応力が厄介なのか
まず、その部材に荷重をかける前から見えない力が作用してしまっていることで、計算とは違った結果になってしまいます。
また、疲労強度を大きく下げます。
引張残留応力が掛かっている状態に小さな繰り返し荷重が加わることで、結果として大きな繰り返し荷重が作用してしまいます。
よって、予想外の小さな荷重によって疲労による破壊が発生する可能性があるのです。
残留応力があると、数値上は安全でも壊れる理由の一つです。
特に繰り返し荷重がかかる箇所にはできるだけ溶接は避けた方が良いでしょう。ただ、これを考慮して安全率を大きくとるなどして使用する場合も多々あると思います。
設計者が持つべき視点
溶接歪みは発生させないか、許容するか、制御するか
この選択を設計段階で決めることが重要です。
まとめ
- 歪みは「溶接部に向かって縮む」
- 薄い・長い・非対称は歪む
- 残留応力は見えないが危険
- 溶接歪みは設計でほぼ決まる
この記事についてはあくまでも、本やインターネットで調べたこと、聞いたことをまとめたものですのでご参考までにお願いします。
他にも機械設計に役立つ情報をこちらでまとめていますのでよかったらご参照ください!
下記記事でおすすめ本の紹介もしています。ぜひ!